Fundamentals of an Electric Arc -Welding
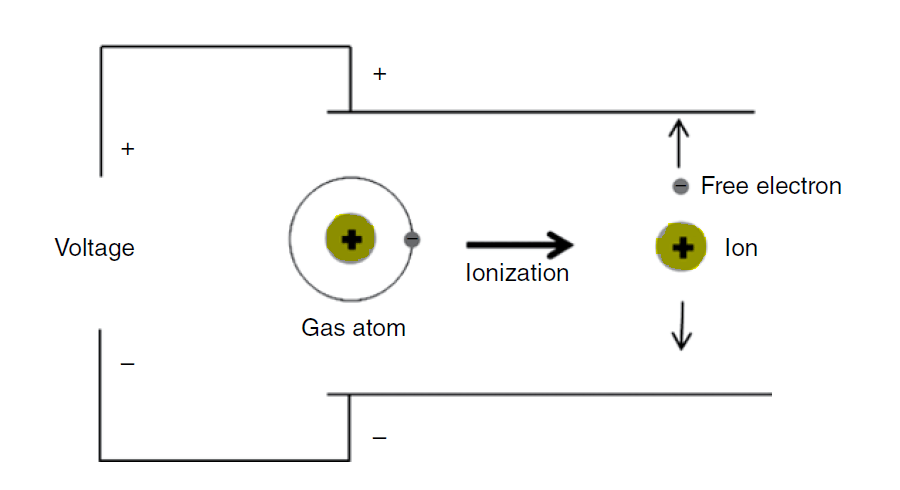
When a sufficient voltage is supplied across a gap between electrodes, the gas breaks down or ionizes, creating an electric arc as a sort of electrical discharge. Gas is typically an insulator, but when ionized, it turns into an electrical conductor. When the gas atoms loose their bonded electrons, an electric current is created by those liberated electrons moving through the gas on their own. This process is known as ionization. As they clash with other gas atoms, these liberated electrons gain energy from the electric field created by the applied voltage. As a result, the ionization process might intensify and produce a “avalanche” effect.
When the gas is heavily ionized, electron movement is very simple, and under the correct circumstances, a stable electric arc can occur. Free electrons that flow in one direction and positive ions that travel in the other way make up an ionized gas. In a sense, the arc is a giant resistor because collisions with atoms that are primarily neutral result in a significant resistive heating of the gas. The ionization process is also maintained by the intense heat. Due to the high temperatures, magnetic radiation is released, giving the arc its distinctive glow. Large quantities of invisible infrared and ultraviolet wavelengths are released together with the viewable visual wavelengths.
Plasma is the name for the ionized incandescent gas that makes up the arc. The power source must be able to provide the arc with the high current and low voltage it requires in order for it to remain active.
Electric arcs are useful for welding because they produce intense heat under steady arc conditions, which can melt most metals and create a weld pool or puddle. It is known that arc temperatures may range from 5,000 to 30,000 K. Also, an arc’s temperature is highest in the center because its outlying regions lose heat through convection, conduction, and radiation to the environment.
Actually, the strong energy dissipative processes at the arc attachment sites to the welding and work electrodes, not the extremely high arc temperatures, are what contribute the majority of heat to these electrodes. We’ll talk more about this later. When using consumable electrode techniques, molten filler metal droplets flow from the electrode via the arc to the weld pool. The size, form, and method in which molten metal droplets move through the arc are referred to as the modalities of metal transfer, and this topic will be covered later. While not thought to be significant for the other arc welding techniques, this is particularly relevant to the GMAW process.
It is inevitable that some molten droplets of filler metal may be expelled from the arc or weld pool and may adhere to the component. This is referred to as splatter and is frequently a quality issue. Spatter is not a problem with GTAW and PAW techniques that provide filler metal directly to the weld puddle rather than through the arc.






Recent Comments